德国进口GEST80时效硬化钢GEST 80模具钢供应商 -德松模具钢
全国免费电话:400-756-1028 ·
[中文版]
·
[ENGLISH]
• 德松简介
• 认证资质
• 在线参观
• 人才招聘
• 合作伙伴
• 法律声明
• 热作模具钢
• 冷作模具钢
• 塑胶模具钢
• 碳素工具钢
• 粉末高速钢
• 硬质合金钨钢
• 铜材 铝材
• 钢料加工
• 热处理
• 德松动态
• 行业新闻
• 行业百科
• 问题解答
• 联系信息
• 关注微信
• 企业博客
• 企业微博
• 在线询价
产品分类/Category
热作模具钢
冷作模具钢
塑胶模具钢
碳素工具钢
粉末高速钢
硬质合金钨钢
铜材 铝材
HAP72
T8 (T8A)
S45C
德国葛利兹塑胶模具钢
德松模具钢材有限公司
>
模具钢材
>
塑胶模具钢
>
德国葛利兹塑胶模具钢
>
GEST 80
品 牌:
葛利兹Gröditz
原产地:
德国
规 格:
详见规格参数
材质等级:
AAA级
加工工艺:
时效硬化
化学成分:
详见钢料成分表
常规应用:
塑胶模具/注塑模具
详细信息
钢料规格
钢料成分
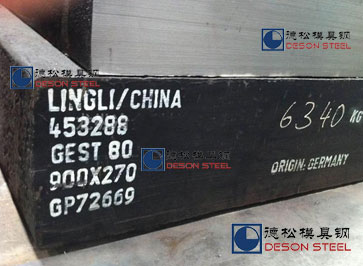
德国葛利兹
GEST 80
VICTORY ESR模具钢是一种新型铬镍钼合金沉淀、时效硬化塑料模具钢,硬度均匀大约40HRC。葛利兹
GEST80
材质组织均匀,硬度均匀,且具有极好的尺寸稳定性。葛利兹
GEST 80模具钢
硬度40 HRC,经时效硬化后硬度均匀,可焊接修补,比传统塑料模具钢(如
P20模具钢
)加工速度快10-20%,另外葛利兹GEST 80经深度机加工过程后也不必进行去应力处理,可施氮化处理,具有优良的抛光性能。德松公司供货状态为时效硬化至大约40HRC。
葛利兹
GEST80模具钢
尺寸结构稳定性:
因时效处理而达至的稳定材质结构,钢材或工件在温度550° C以下进行任何机械加工不会扭曲变形。经EDM所产生的白层也比普通塑料模具钢来得薄,更容易去除。
硬度|抗压强度|韧性:
钢材出产的使用状态为40HRC左右。因经沉淀硬化,钢材拥有高抗压强度、高韧性、及高耐磨性能。当同质的工件接触或磨擦时,会产生表面磨损,应格外注意。因此建议相对工件选择应有10HRC的差距。在温度550 °C以下,成型模具能保持稳定的整体耐磨性。
抛光性能:
由于钢材的清净度高,材质均匀,因而抛光性能优越,可达镜面抛光要求。在抛光时应注意应用压力不易太大,以免造成过抛引起表面缺陷。
表面处理:
葛利兹
GEST 80模具钢
含有约0.9%的金属元素铝,因而可以进行氮化处理,表面硬度可达60HRC以上。另外GEST 80模具钢也适于其他表面处理如:镀钛、镀铬、镍等。
焊接性能:
焊条必须与母材化学成分相同,适合于时效处理工艺。焊接或焊接需要补焊的部位必须进行同母钢材一致的时效处理,保温时间为90分钟。建议采用镀铜的TIG或Heli-Arc焊条。我们在此只提供简易焊接说明,详细资料请请向德松公司业务或技术人员咨询。
A.工件必须清理干净,除去污垢与油渍等。
B.任何缺陷都必须完全清除。
C.工件角头半径应不小于 3mm。
D.炉里预热以每小时10-50°C速度升温至 320-400°C(取决于模具的实际情况),保温时间为每25mm厚度30分钟。
E.烧焊(直流电)时应该使用低安培数及小直径焊条以获得小焊球,焊接过程中焊接部位温度必须保持不低于320°C。
F.烧焊后,应立即进行热处理至460-520°C,保温时间最少为 90 分钟(取决于焊缝的厚度及层数),以确保达到均匀硬度。缓慢冷却至室温。
G.每堆焊三层必须重复以上程序(项目 4-6)。
H.以上焊接说明只在经过炉内预热及热处理情况下有效。
超声检验:ASTMA388-FBH max. 3mm(1/8inch),或者SEP1921–test group3–class E ,或者按客户要求。
纯净度:按照ASTME45方法A,A硫化物, B氧化物,C硅酸盐≤1.0,D球状氧化物≤2或者DIN50602–K1≤10,或者按客户要求。
热处理参数对照表
锻造
软性退火
奥氏体化
回火/时效
1100–850 °C
640-660°C
880-920°C
550°C 按需求硬度选择温度
方钢
模块
圆钢最大50吨
单件重量最大50T
边长300-1300mm
长度2000-12000mm
长度2000-12000mm(单件限50T)
宽度500-2000mm (单件限50T)
厚度100-1500mm (单件限50T)
单件重量最大50T
直径300-1400cm
长度2000-12000cm
注:钢材规格尺寸为本公司第一批次入库记录,如需详细规格参数请另行咨询。
元素
碳C
镍Ni
锰Mn
铬Cr
铜Cu
铝AI
含量
0.14
2.8
1.40
0.3
0.9
0.9
S136模具钢
高速钢
718模具钢
钨钢
SKH-51高速钢
塑料模具钢
压铸模具钢
工具钢
8407模具钢
8418模具钢
H13模具钢
SKD61模具钢
1.2344模具钢
1.2343模具钢
SKD11模具钢
M2高速钢
M42高速钢
A2模具钢
NAK80模具钢
P20模具钢
1.2083模具钢
D2模具钢
S7模具钢
1.2316模具钢
DC53模具钢
ASP23高速钢
ASP60高速钢
STAVAX模具钢
SKH-9高速钢
M333模具钢
M310模具钢
K340模具钢
1.2379模具钢
FS136模具钢
FS139模具钢
法律声明
|
合作伙伴
|
粤ICP备15058772号
|
Copyright
©
2023-2030德松
模具钢
版权所有 All Rights Reserved |
diesteelchina.com
|
问答留言
在线客服
售前咨询
订单跟进
售后服务
客服电话
400-756-1028